Машина для автоматической лазерной резки на линии производства аккумуляторных элементов в корпусах из ламинированной фольги
Ⅰ. Описание оборудования
1.1 Описание функций
Машина специально предназначена для нарезания рулонов электродов на аноды и катоды с последующей укладкой их стопками в аккумуляторные элементы (в составе линии по непрерывному нанесению суспензии).
Автоматическая (автоматическими погрузчиками)/ручная установка рулонов электродов на пневматический вал размотчика, автоматическая размотка, автоматическая система коррекции положения в процессе размотки рулона и система силы натяжения во время размотки. Перед поступлением в зону лазерной резки выполняется дополнительная коррекция положения (коррекция процесса), удаление пыли с токовыводов электродов, контроль силы натяжения, буферизация электрода, контроль дефектов системой машинного зрения на базе ПЗС-матриц. На станции вырубки используются пресс-формы для вырубки V-образных токовыводов. Далее материал подается в зону лазерной резки протягивающим механизмом и разрезается на электроды. Далее электроды транспортируются в зону контроля размеров по ленточному конвейеру. После удаления пыли щетками и контроля (с обеих сторон) бракованные электроды автоматически удаляются в контейнер брака, а качественные электроды поступают в контейнер готовой продукции.
1.2 Порядок работы
放卷机构:размотчик рулона --放卷纠偏:коррекция положения материала при размотке --接带平台:загрузочная платформа --放卷张力:регулирование натяжения при размотке --过程纠偏:коррекция процесса --激光切割:лазерная резка --牵引机构:протяжка --极耳除尘: удаление пыли с фольги электродов без материала --张力机构 :регулирование натяжения --储片机构:хранение пленки --瑕疵检测:контроль дефектов --V角裁切:вырезание V-образных токовыводов --拉切机构секция резки --尺寸检测:контроль размеров --上刷粉:верхняя щетка --下刷粉:нижняя щетка --NG收料:контроль брака --OK 收料:удаление бракованных электродов.
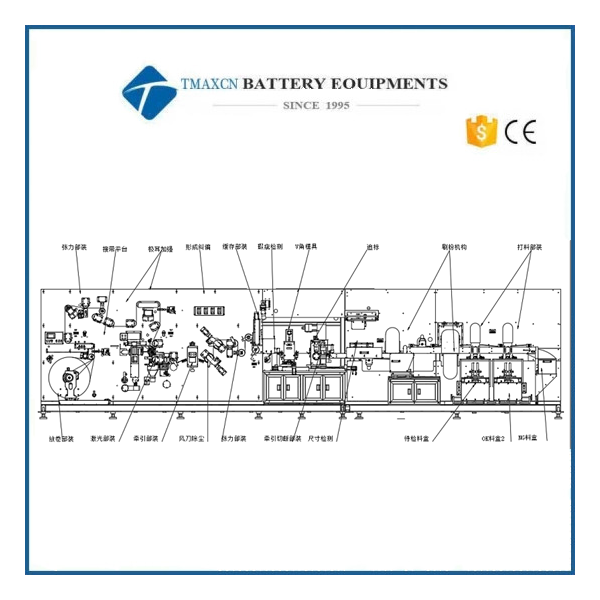
1.3 Структурная схема машины (один размотчик)
Габариты машины: 9000 X 2100 X 2600 мм
张力部分:секция регулирования силы натяжения
接待平台:загрузочная платформа
极耳加强:удаление пыли с фольги без материала
形成纠偏:коррекция положения
缓存部件:буферизация компонентов
瑕疵检测:контроль дефектов
V角模具:нарезание V-образных токовыводов
追标:перемещение конвейером
刷粉机构:секция чистки щетками
打料部件:части материала
放卷部件:устройства размотчика
激光部件:устройства секции лазерной резки
风刀除尘:удаление пыли струей воздуха
张力部件:устройства системы регулирования натяжения
牵引切断部件:устройства конвейера
尺寸检测:контроль размеров
待检料盒:контроль брака
OK料盒:отсек для готовой продукции
NG料盒:отсек для брака
1.4 Характеристики машины
1) Механизм загрузки одного рулона: на каждый вал может устанавливаться рулон электродов диаметром до 700 мм. Расклинивающий пневмовал имеет специальную конструкцию, которая уменьшает трение вала с рулоном, что экономит трудозатраты и время, а также делает замену материала удобной и быстрой. Автоматический размотчик работает от сервопривода с программным управлением процессом автоматической размотки рулона. Уменьшение рулона электродов в диаметре в процессе размотки рассчитывается алгоритмом расчета диаметра рулона. По этому принципу определяется момент приближения рулона к концу. Когда рулон закончился, машина подает предупредительный сигнал и автоматически останавливается.
2) Механизм натяжения: запатентованный механизм натяжения с сервоприводом регулирует натяжение материала с точностью ±0,2 мм.
3) Механизм хранения материала: благодаря использованию сервопривода + модуля и буфера с регулированием натяжения машина обеспечивает непрерывную размотку во время высечки, повышает эффективность производства и гарантирует точность протяжки материала.
4) Нож для резки токовыводов: запатентованный режущий механизм с малыми потерями порошка и не оставляющий заусенцев. Кроме того, сервопривод машины обеспечивает регулировку положения режущего инструмента по размеру электрода, что повышает точность нарезания электродов по ширине.
5) Встроенная функция: машина имеет встроенную систему машинного зрения на базе ПЗС-матриц и систему щеток для удаления остатков порошка с электродов. Это повышает производительность всей машины.
6) Запатентованный метод удаления пыли: снижает вторичное загрязнение пылью и эффективно предотвращает повреждение электрода при смахивании остатков порошка щетками.
7) Лазерная резка токовыводов электродов: значительное снижение стоимости формовки электродов.
8) В машине предусмотрена система автоматического предотвращения столкновений режущих ножей и пресс-форм, чтобы уменьшить повреждение пресс-форм и ножей от контакта с лентой.
9) Равномерная загрузка материала: сервопривод машины обеспечивает равномерную загрузку ленты электродов с точностью ±1.
10) Контроль пыли в различных зонах машины и высокоэффективная система фильтровентиляционных модулей (FFU) в машине обеспечивают снижение уровня пыли внутри машины до 100 000 единиц.
11) Два сетевых порта для подключения к системе управления производством (MES).
1.5 Патенты машины
№ п/п
Тип
Параметр
Номер патента
Примечание
1
Полезная модель
Новый расклинивающий пневмовал
201620345969.7
2
Полезная модель
Улавливающее устройство
201521104998.6
3
Полезная модель
Пресс-матрица для вырубки электродов
201520310309.0
4
Полезная модель
Конвейер
201521104997.1
5
Полезная модель
Система щеток для удаления пыли и остатков порошка с электродов
201620345992.6
6
Полезная модель
Улучшенная система резки электродов
201621169384
Ⅱ. Допуски машины к загружаемым рулонам и спецификации продукции.
≥ 1 млн. операций после каждого ремонта пресс-формы.
Количество ремонтов пресс-формы ≥ 10, общий срок службы ≥ 10 млн операций
11.
Равномерность загрузки материала в отсек
±0,5 мм
12.
Шум во время работы машины
≤ 75 дБ (на расстоянии 1 м)
13.
Система машинного зрения на базе ПЗС-матриц
Точность ±0,15 мм
14.
Система машинного зрения на базе ПЗС-матриц
Погрешность оценки = 0, погрешность оценки ≤ 0,3 %
В зависимости от загружаемых рулонов
15.
Электропитание машины
Трехфазная сеть переменного тока напряжением 400 В и частотой 50 Гц.
Пусковая мощность ≤ 35 кВт.
Рабочая мощность ≤ 20 кВт
16.
Пневматическое питание
Сжатый воздух: 0,5–0,6 МПа.
Расход: 800 л/мин
17.
Габаритные размеры машины
Примерно 9000 × 2100 × 2600(главная машина)
18.
Цвет
Стандартный теплый серый 1C, по запросу клиента требуется цветовая карта
19.
Масса машины
Примерно 8000 кг
20.
Процент качественной продукции
≥ 99,8 %
21.
Частота отказов машины
≥ 1,5 %
22.
Температура окружающей среды
0–50 °C
Ⅳ. Основные части машины и назначение
4.2.1 Секция размотки
Ø Размотчик с 6-дюймовым расклинивающим пневмовалом. Максимальный диаметр рулона электродов: 700 мм.
Ø Направление размотки: по часовой или против часовой стрелки.
Ø В секции загрузки предусмотрен оптоволоконный указатель с одним символом для облечения позиционировании загружаемого рулона электродов.
Ø Размотчик имеет функцию коррекции положения рулона с точностью ±0,2 мм и длиной хода механизма коррекции ±50 мм.
4.2.2 Секция резки
Ø Платформа для резки рулонов электродов и вспомогательные маркировочные линии для удобной ручной резки.
Ø В зоне резки предусмотрен аспирационный пылесборник для сбора мусора.
4.2.3 Секция регулировки натяжения
Ø Синхронное регулирование скорости подвижных роликов, сигнал контроля от потенциометра передается на ПЛК, который соответственно изменяет скорость сервопривода.
Ø ПЛК + цилиндр с низким коэффициентом трения + пропорциональный клапан с электроприводом для регулировки силы натяжения в диапазоне от 10 до 150 Н и поддержания постоянного натяжения с допустимым отклонением ≤ 5 %.
4.2.4 Коррекция положения
Ø В состав секции коррекции входит модуль коррекции положения, который имеет высокую точность коррекции и прост в эксплуатации. Коррекция положения может выполняться вручную нажатием кнопки на модуле. Это повышает общую точность размотки рулона и его положения.
Ø Погрешность коррекции положения ≤ ±0,1 мм, длина хода модуля коррекции положения ±20 мм.
4.2.5 Модуль лазерной резки
1. Волоконный лазер мощностью 250 Вт с регулируемой шириной импульса и стабильностью мощности лазера < 5 %.
2. Точность регулировки фокусного расстояния лазера ±0,01 мм.
3. Точность повторного позиционирования гальванометра составляет ±0,02 мм.
4. Минимальный радиус резки R больше или равен 1.
5. Система лазерной резки с двумя станциями.
6. Точный рез по размеру. Предусмотрена функция индукционного контроля пропусков резки и дефектов резки для токовыводов без адгезивного слоя и стороны электродов, противоположной токовыводам.
7. В процессе размотки рулона электродов осуществляется контроль дефектов материала. Это важно для контроля качества загруженного рулона и поврежденных соединений материала в машине. После обнаружения ленты можно установить нормальную резку или пропуск резки. После пропуска резки задается расстояние между первым токовыводом и соединительной линией для повышения эффективности использования материала.
8. Вся зона резки закрыта полуоткрытым пылезащитным кожухом, а зона лазерной резки имеет независимую двухступенчатую закрытую структуру. Пыль, образующаяся в процессе резки, напрямую отсасывается вакуумным пылесосом с расчетной скоростью расхода воздуха ≥ 20–25 м/с (регулируется) и контролем скорости расхода в реальном времени.
9. Защита от лазерного излучения: смотровое окно внешнего кожуха студии в зоне лазерной резки закрыто пластиной для защиты от лазерного излучения.
10. Отходы от лазерной резки поступают в уплотнитель по трубопроводу удаления отходов без остановки резки.
11. В пределах 1 метра от зоны лазерной резки трубопровод удаления отходов из металла, а далее — огнестойкие трубы из другого материала.
12. Система управления лазерной резкой имеет два режима резки: с равными и разными промежутками. У этих режимов свои параметры, и режимы можно по мере необходимости выбирать.
13. Технология синхронизации выходных импульсов с лазерной резкой (PSO) позволяет точно контролировать мощность лазера в каждой точке линии реза. Управление преобразованием частоты лазера позволяет избежать перебега лазерного луча и непрерывной резки, а также эффективно контролировать заусенцы и зоны термического воздействия.
4.2.6 Секция хранения материалов
Ø Благодаря использованию сервопривода и ШВП для линейных перемещений и регулирования силы натяжения обеспечивается непрерывная размотка рулона во время резки и постоянное натяжение материала, повышается эффективность производства и гарантируется точность протяжки материала.
Ø Барабан изготовлен из легких материалов, что снижает момент инерции барабана, повышает точность протяжки и устойчивость оборудования.
Ø Ролик изготовлен из углеродного волокна.
Ø Комбинированное электронное управление с кулачковым механизмом.
4.2.7 Нарезание V-образных токовыводов
Ø Для формирования токовыводов используются два комплекта V-образных вырубных форм.
Ø Модуль вырубки поддерживает функцию автоматической коррекции положения, которая определяет положение токовыводов по датчикам и регулирует положение внутренних и внешних краев формы в реальном времени, гарантируя одинаковые по высоте и размеру токовыводы. Для контроля положительных выводов и пропуска резки есть 2 датчика цветового кода.
Ø Установлены защитные ограждения. Во время работы они должны быть опущены, чтобы исключить риск несчастных случаев.
Ø Нижняя пластина формы изготовлена из мрамора, что обеспечивает отличную плоскостность нижней пластины и устраняет риск деформации формы после установки. Плоскостность в пределах 0,01 мм.
Ø Форма быстро устанавливается на опорную плиту, что упрощает ее монтаж и демонтаж, а по времени на замену формы уходит меньше получаса.
4.2.8 Секция протяжки
Ø Запатентованный механизм протяжки с сервоприводом. Максимальная скорость протяжки 60 м/мин с точностью протяжки ±0,2 мм.
Ø Протягивающий ролик изготовлен из резины (EPDM) и установлен на валу. Во время работы машины на поверхности не скапливается пыль и частицы, что гарантирует ровность поверхности электрода и отсутствие дефектов, например царапин.
Ø Верхний и нижний ролики покрыты клейким материалом и расположены под 90 градусов для обеспечения плотного прилегания.
Ø Нижний упорный ролик выполнен из стали с твердым хромированием с твердостью 750 по Виккерсу. Валик проходит прецизионную шлифовку и полировку до шероховатости поверхности Ra 0,2.
Ø Верхний ролик прижимается цилиндром для обеспечения точности размера электрода.
Ø Верхний и нижний привод режущего инструмента: сервопривод с кулачковым механизмом.
Ø Края: из импортной вольфрамовой стали марки G5.
Ø Время замены не более получаса.
4.2.9 Ленточный конвейер
A: верхняя лента
Верхний ленточный механизм
Ø Работает от сервопривода с равномерным ускорением криволинейного движения под электронным управлением с кулачковым механизмом. Это обеспечивает максимально плавное движение и минимальное механическое воздействие.
Ø В ленте просверлено отверстие диаметром 3 мм для притягивания электрода отрицательным давлением.
Ø Предусмотрена автоматическая чистка ленты конвейера щетками. Лента изготовлена из специального материала с толщиной 1,5 мм из основы ПВХ и полиуретанового слоя.
Ø Встроенная система машинного зрения на базе ПЗС-матриц для контроля размеров и эффективности удаления пыли с верхней стороны электродов.
B: нижняя лента
Ø Работает от сервопривода с равномерным ускорением криволинейного движения под электронным управлением с кулачковым механизмом. Это обеспечивает максимально плавное движение и минимальное механическое воздействие.
Ø В ленте толщиной 1,5 мм просверлено отверстие диаметром 3 мм для создания отрицательного давления, притягивания электродов и разделения их на несколько частей.
Ø Предусмотрена автоматическая чистка ленты конвейера щетками. Лента изготовлена из специального материала с основой из ПВХ и полиуретановым слоем.
Ø Встроенные функции резки и удаления пыли с нижней поверхности электродов.
4.2.10 Секция чистки щетками
Щеточные ролики для чистки поверхности электрода. Своевременно удаляют остатки материала, пыль и т. д., образующиеся в процессе вырубки. Система пылеудаления с фильтрацией исключает вероятность попадания пыли в окружающей воздух.
Ø Уровень шума системы пылеудаления: ≤ 75 дБ.
Ø В устройстве чистки реализована централизованная система пылеудаления.
Ø Для удаления пыли используется мощная технология пылеудаления, сочетающая ионную продувку и всасывание.
Ø Узел чистящих щеток оснащен мощным магнитом с магнитной индукцией 10 000 Гс. Это обеспечивает удаление металлической магнитной пыли.
Ø Поверхность электрода очищается от пыли всасывающей системой пылеудаления в месте размотки рулона.
Ø В процессе высечки образующаяся пыль всасывается через нижнюю полость под действием отрицательного давления.
Ø Пыль из-под режущего ножа удаляется методом всасывания.
Ø Оставшаяся более стойкая пыль удаляется с электродов пыли щеткой.
4.2.11 Секция выгрузки электродов в контейнер готового материала
Нарезанные электроды автоматически выгружаются в контейнер готового материала ленточным конвейером. Контейнер готового материала оснащен автоматическими подъемными устройствами и сигнализаторами заполнения. Есть устройство буферизации электродов.
Ø Вырубленные по форме электроды автоматически укладываются в контейнер готового материала, в процессе укладки их края не портятся.
Ø Готовые электроды укладываются в контейнер готового материала аккуратно: ≤ ±0,5 мм. Электроды краями не касаются стенок контейнера во время укладки.
Ø Метод снятия электродов: конвейерная лента для выгрузки и адсорбции на ленте.
Ø Контроль высоты укладки электродов: шаговый двигатель управляет количеством уложенных друг на друга электродов.
Ø В подходящем месте в зоне выгрузки электродов предусматривается кнопка аварийной остановки.
Ø Бракованные электроды автоматически уходят в брак. Также предусмотрены другие функции контроля качества, включая формирование предупредительного сигнала и остановку машины при выявлении трех и пяти электродов неправильного размера подряд соответственно.
4.2.12 Контроль дефектов
Ø Когда электрод проходит через ролик, камера системы машинного зрения сканирует поверхность электродов ряд за рядом и объединяет их в одно изображение. По специальному алгоритму проводится анализ изображения и расчет характеристик. По заданным признакам каждого дефекта программное обеспечение выдает результат проверки «уд./неуд.», и бракованный электрод автоматически удаляется механизмом удаления брака.
Ø Две промышленные камеры с Ч/Б матрицами типа ПЗС, разрешением 16К и высокой частотой кадров, а также линейный источник света высокой яркости с эффективной длиной волны 400 мм контролируют ширину электродов (она должна быть 400 мм).
Ø Все данные о дефектах, обнаруженных системой машинного зрения на передней и задней сторонах электродов, можно напрямую экспортировать в формате CSV. Стандартные параметры проверки (фактические параметры процесса имеют приоритет): вероятность пропуска дефекта = 0, неправильная оценка дефекта ≤ 0,5 % и разница в оттенках серого не менее 30.
Ø Алгоритмы на базе ИИ выявляют бракованные электроды и классифицируют их.
4.2.13 Система машинного зрения на базе ПЗС-матриц для контроля размера
Ø По изображению электродов с камер машинного зрения на базе ПЗС-матриц определяется высота токовывода и открытая фольга, а также длина, расстояние от токовывода электрода до края, ширина и угол электрода. Точность обнаружения составляет ±0,1 мм, вероятность пропуска дефекта 0, а неправильная дефекта ≤ 3 %.
Ø Группа промышленных камер для контроля дефектов.
Ø Источник задней подсветки с определенной схемой подсветки повышает точность обнаружения.
Ø Перед проверкой размеров прижимной механизм выравнивает электроды, чтобы исключить риск неправильных результатов контроля дефектов из-за неплотного прилегания электродов к поверхности.
Ø Выполняется контроль следующих параметров размера: ширины, высоты и угла электрода, ширины заплечика электрода, материала электродной ленты и т. д.
4.2.14 Система управления
В составе из 1 ПЛК, 1 15-дюймового сенсорного экрана и других электрических устройств. Соединение шинами сокращает количество кабелей и делает подключение электрического шкафа более простым и эстетичным.
4.2.15 Кожух на каркасе
Ø Каркас изготовлен из высокопрочных стальных профильных труб квадратного сечения, сваренных между собой. Поверхность окрашена.
Ø Предусмотрены пылезащитные кожухи из алюминиевого сплава или листового металла и органического стекла.
Ø В верхней части внешнего кожуха установлена высокоэффективная система фильтровентиляционных модулей (FFU)для подачи воздуха внутрь машины. Эта система совместно с пылесосом обеспечивает циркуляцию и подачу воздуха внутрь машины.
Ø Такое техническое решение обеспечивают снижение уровня пыли и чистоту внутри машины ≥ 100 000 единиц.














































 IPv6 network supported
IPv6 network supported




